
هدف اساسی از انجام فرآیند جوشکاری، آن است که اتصالات قادر باشند نیروها و تنشهای وارده به آنها را منتقل کنند. استحکام کافی در اتصال به وسیله جوش، فقط از طریق پیوند اتمی بوجود میآید. بنابراین وظیفه اصلی عملیات جوشکاری ایجاد پیوند بین اتمها در فصل مشترک محل اتصال است. برای این منظور دو شرط باید برآورده شود، اولاً سطوح باید در تماس نزدیک با یکدیگر باشند. این الزام حکم میکند که صفحات باید در مقیاس اتمی مسطح باشند، به نحوی که اگر این سطوح کنار یکدیگر قـرار داده شـوند، فضـای خـالی بین سطـوح آنها، باید در حـدود فواصـل اتمـی (برای فلـزات حدود ۱۰-۱۰* ۲۴/۱ متر) باشد. این مقدار به اندازهای کوچک است که حتی صیقل کاری برای پرداخت سطح به وسیله گرد الماس نیز برای تولید چنین درجهای از مسطح بودن ناکافی است. ثانیاً سطوح باید از نظر متالوژیکی تمیز باشند. حتی اگر تماس نزدیک نیز برقرار شده باشد، وجود مقادیر ناچیزی گریس، رنگ، رطوبت، اکسیژن یا ازت در سطح، مانع از اتصال اتمهای فلزی میگردد. بنابراین اگر سیستم عملیات جوشکاری، به اتصال بین اتمی ساده وابسته باشد، وجود مکانیزمی که سطوح را در تماس نزدیک قرار دهد و همزمان هرگونه آلودگی را از سطوح بزداید ضروری است.
در عمل دو راه برای اتصال و رسیدن به تماس اتمی بین دو سطح وجود دارد:
۱- از طریق فشار، که در این روش دو سطح تحت فشار تغییر شکل داده، آلودگیها شکسته شده و در سطوح تمیز شده فلزات، در حالت پلاستیک تماس لازم ایجاد میشود. این عمل در برخی موارد برای نرم کردن فلز، با حرارت اولیه همراه است. در فرآیندهایی نظیر جوشکاری فشاری سرد، جوشکارای فشاری گرم، جوشکاری اصطکاکی و… که به جوشکاریهای حالت جامد معروفند، از این نوع مکانیزم استفاده شده است.
۲- دو قطعه توسط پلی از فلز مذاب به همدیگر متصل میشوند. این قبیل جوشکاریها به جوشکاریهای ذوبی معروفند. در روشهای جوشکاری ذوبی (ایجاد پل فلزی بین دو قطعه)، زمانیکه فلز جامد به نقطه ذوبش میرسد، اتمهایی که با نظم و قاعده خاصی در داخل شبکههای اتمی فلز مستقر شدهاند، برای جابجایی آزاد میگردند. در همین زمان لایههای اکسیدی به صورت محلول در مذاب( مانند اکسیدهای آهن و مس) و یا به صورت شناور روی سطح مذاب (مثل اکسید آلومینیوم) در میآیند. با ترکیب مذابهای دو قطعه، پلی فلزی بین آنها بوجود میآید. حال چنانچه به حوضچه مذاب امکان سرد شدن داده شود، انجماد صورت گرفته و به صورت لایه لایه از مرز مشترک جامد- فلز مذاب به طرف مرکز حوضچه گسترش می یابد.
دسته بندی فرآیندهای جوشکاری
برای دستهبندی فرآیندهای جوشکاری درکشورها و منابع مختلف، از الگوهای متفاوتی استفاده شده است و مبنای واحدی برای این امر وجود ندارد. برای مثال در کشور انگلستان فرآیندهای جوشکاری را به دو گروه تقسیم کردهاند. گروه اول شامل فرآیندهایی است که از گرما و فشار استفاده میکنند و گروه دوم شامل آن دسته از فرآیندهایی است که فقط از گرما استفاده میکنند.
درکشـور آلمـان مبنای گـروه بندی فشـاری بودن جوشکاری و یا ذوبی بودن آن است. در تقسیمبندی کشور آلمان، فرآیندهای جوشکاری دکمهای، جوشکاری مقاومتی، جوشکاری نفوذی، جوشکاری آلتراسونیک، جوشکاری اصطکاکی و جوشکاری فشاری، که در آنها از فشار استفاده میشود در گروه اول و فرآیندهای جوشکاری پرتو الکترون، جوشکاری پرتو لیزر، جوشکاری گازی، جوشکاری سرباره الکتریک، جوشکاری قوسی و جوشکاری پلاسما، که در آنها برای انجام جوشکاری از حرارت استفاده می شود، در گروه دوم جای داده شدهاند.
همچنین در برخی کشورها مبنای تقسیم بندی، نوع انرژی استفاده شده برای انجام جوشکاری است. مثلا جوشکاریهای قوسی با انرژی برق انجام میشوند و یا جوشکاری پرتو الکترونی با انرژی تشعشعی انجام میشود. در برخی دستهبندیها نیز ملاکیهایی مانند مصرفی بودن یا مصرفی نبودن الکترود مورد استفاده برای جوشکاری، نوع جریان برق مصرفی برای جوشکاری، نحوه محافظت از حوضچه مذاب و… مبنای دستهبندی قرار میگیرند.
همانطور که اشاره گردید، از دو مکانیزم برای اتصال اتمی بین دو قطعه استفاده میشود. در یک روش از مکانیزم فشار و نزدیک کردن اتم ها به یکدیگر از طریق فشار و در روش دیگر از مکانیزم ایجاد پل مذاب بین دو قطعه استفاده میشود. این دو نوع مکانیزم جوشکاری، مبنای تقسیم بندی در اغلب روشهای جوشکاری است بهطوریکه فرآیندهای جوشکاری را در دو گروه فرآیندهای جوشکاری حالت جامد و گروه فرآیندهای جوشکاری ذوبی یا حالت مایع قرار میدهند.
فرآیند جوشکاری در حالت جامد، فرآیندی است که اتصال سطوح به یکدیگر را با اعمال فشار یا بدون آن و در دماهای پایینتر از نقطه ذوب فلز پایه و بدون افزودن فلز اضافی، انجام میدهد. در جوشکاریهای حالت جامد همانطور که از نام آن پیداست، ذوب صورت نمیگیرد و اگر هم ذوبی صورت گیرد، نقش اصلی در انجام اتصال ندارد، بلکه اساس کار بر تمیز کردن سطوح و نزدیک کردن اتمهای دو ماده و نگهداری اتصال دو قطعه بر اساس ایجاد نیروهای بین اتمی میباشد. این گروه فرآیندها براساس تقسیم بندی AWS عبارتند از: جوشکاری فشاری سرد، جوشکاری نفوذی، جوشکاری انفجاری، جوشکاری پتکهای، جوشکاری اصطکاکی، جوشکاری فشاری گرم، جوشکاری غلتکی و جوشکاری آلتراسونیک.
فـرآیندهای جوشـکاری ذوبی خود به گروههای مختلفی تقسیـم مـیشوند. مبنایی که برای دستهبندی فرآیندهای جوشکاری ذوبی استفاده میشود، پارامتر انرژی است. درروشهای جوشکاری ذوبی همواره لازم است که برای ایجاد یک اتصال ذوبی، از منابع گرمایی که قادر به ایجاد ذوب موضعی در شـرایط قابل کنترل باشند، استفاده شود. حـرارت لازم برای جوشـکاری ذوبی به کمک یکی از روشهای زیر تولید می شود:
الف- شیمیایی- حرارتی: مانند واکنشهای حرارتزا در شعله
ب- مقاومت الکتریکی: حرارت در این روش میتواند مستقیماً از عبور جریان الکتریکی در فلزی که باید جوش داده شود، بوجود آید و یا توسط جریانی که به داخل قطعه القاء میشود، تولید گردد.
ج- قوس الکتریکی: عبور جریان یکنواخت یا متناوب میتواند قوس الکتریکی بین الکترود و قطعه کار بوجود آورد. الکترود ممکن است ذوب شونده یا ذوب نشدنی باشد.
د- انرژی تشعشعی: این نوع انرژی شامل لیزر یا اشعه الکترونی و یا روشهای مدرن دیگر است.
با در نظر گرفتن منابع تأمین انرژی در جوشکاری ذوبی میتوان تقسیم بندی زیر را در مورد آنها بیان کرد.
فرآیندهای جوشکاری قوسی: در این دسته می توان به فرآیندهایی نظیر GTAW SMAW و GMAW اشاره نمود.
فرآیندهای جوشکاری شیمیایی – حرارتی: در این دسته می توان به فرآیندهایی نظیر OAW, OHW, TW اشاره نمود.
فرآیندهای جوشکاری با انرژی تشعشعی: در این دسته می توان به فرآیندهایی نظیر LBW و EBW اشاره نمود.
در روشهای جوشکاری ذوبی، لازم است حوضچه مذاب در برابر نفوذ اکسیژن و نیتروژن و سایر گازهای موجود در هوا، محافظت شود. برمبنای روشهای محافظت از حوضچه مذاب دسته بندیهای دیگری نیز ارائه شدهاند. مثلا در فرآیندهای جوشکاری قوسی سه دسته بندی به صورت زیر ارائه شده است:
الف- فرآیندهای جوشکاری قوس الکتریکی بدون پوشش ، نظیر فرآیند جوشکاری SMAW و فرآیند جوشکاری مداوم
ب- فرآیندهای جوشکاری قوس الکتریکی پوشیده شده با گاز، نظیر فرآیندهای جوشکاری TIG و MIG
ج- فرآیندهای جوشکاری قوس الکتریکی پوششی زیر لایه سرباره نظیرفرآیند جوشکاری SAW
فرآیندهای مختلف جوشکاری براساس تقسیم بندی AWS در جدول ارائه گردیده است.
تقسیم بندی فرآیندهای جوشکاری در جدول آمده است.
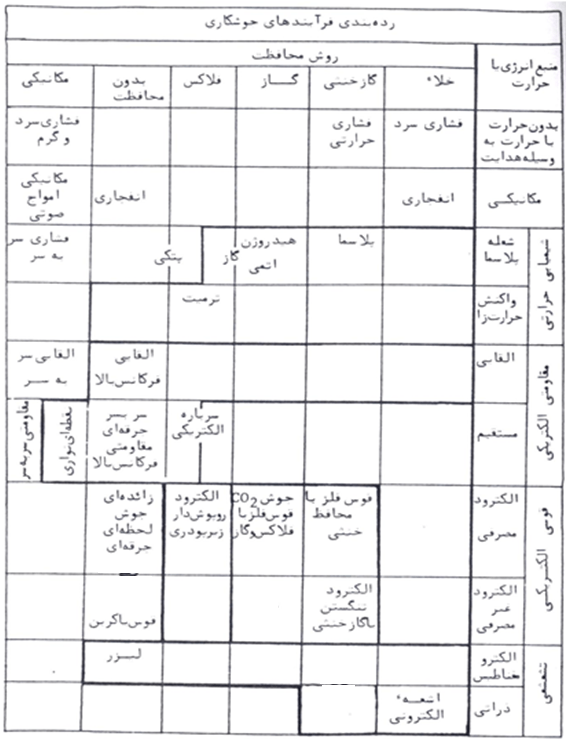
تقسیم بندی فرآیندهای جوشکاری
روش انجام فرآیند
فرآیندها معمولا به چهار روش انجام می شوند که عبارتند از:
۱- روش جوشکاری دستی: کلیه عملیات جوشکاری شامل کنترل سرعت و تنظیم متغیرهای جوشکاری توسط اپراتور و با دست انجام میشود.
۲- روش جوشکاری ماشینی: در این روش عملیات جوشکاری توسط ماشین انجام گرفته، درحالیکه فرآیندهای شروع، پایان، نظارت بر جوشکاری و تنظیم متغیرهای جوشکاری توسط اپراتور صورت میپذیرد.
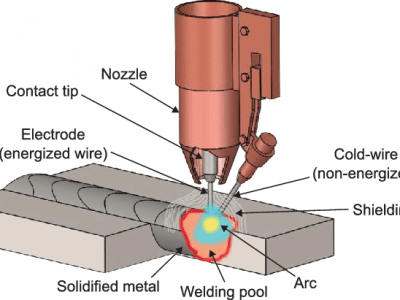
۳- روش جوشکاری نیمه اتوماتیک: در این روش بخشی از فعالیتها از جمله تغذیه سیم جوش و پودر محافظ توسط ماشین انجام میگیرد.
۴- روش جوشکاری اتوماتیک: در این روش کلیه عملیات جوشکاری بدون نیاز به تنظیم و کنترل اپراتور انجام میگیرد و اپراتور جوشکاری فقط برای سرکشی و نظارت بر فرآیند میباشد. در این روش برخلاف روشهای قبلی، کلیه فرآیندهای جوشکاری به صورت اتوماتیک انجام میشود.













نظرات