آماده سازی جوش
فلز پایه: فلزی که به وسیله جوشکاری، جوشکاری لحیمی یا لحیم کاری متصل یا رویه کاری شده است.
فلز پرکننده: فلز افزوده شده در حین جوشکاری، جوشکاری لحیمی، لحیم کاری یا رویه کاری.
فلز جوش: تمام فلزاتی که در طول عملیات جوشکاری، ذوب شده و در جوش باقی می مانند.
منطقه حرارت دیده : بخشی از فلز پایه که به طور متالوژیکی تحت تأثیر حرارت جوشکاری یا برش حرارتی قرار گرفته، اما ذوب نشده است.
خط ذوب : مرز بین فلز جوش و منطقه HAZ در جوشکاری ذوبی
ناحیه جوش: ناحیهی دربرگیرنده فلز جوش و منطقه HAZ.
سطح جوش: سطح جوش ذوبی در معرض سمتی که جوش از آن طرف ایجاد می شود.
ریشه: ناحیه مربوط به اولین پاس جوش در دورترین نقطه از جوشکار.
پنجه : مرز بین سطح جوش و فلز پایه برای یک پاس یا تعداد پاس های بیشتر. این مشخصه یکی از ویژگی های مهم جوش است، زیرا پنجه ها نقاط دارای نشانه تمرکز تنش بالا هستند و اغلب نقاط شروع انواع ترک ها (برای نمونه ترک های خستگی و ترک های سرد) می باشند. به منظور کاهش تمرکز تنش، باید پنجه ها به آرامی درون سطح فلز پایه آمیخته شوند.
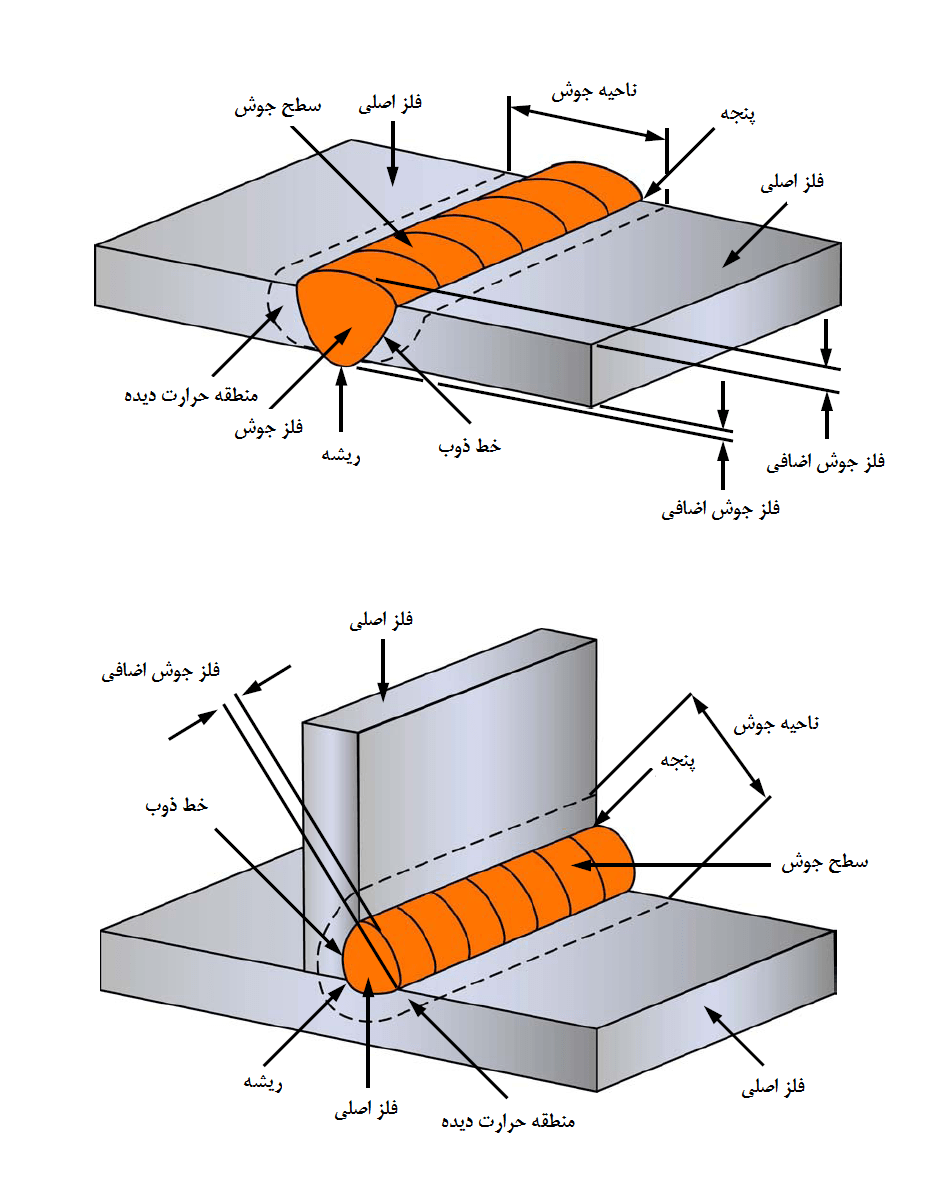
فلز جوش اضافی
: فلز جوشی که بیرون از صفحه پنجه ها قرار دارد. اصطلاحات غیر استاندارد برای این مشخصه : فلز تقویت جوش ، فلز پرکننده اضافی.
آماده سازی جوش
قطعات جدا از هم بایستی برای جوشکاری یا لحیم کاری به طور مناسب آماده سازی و مونتاژ شوند.
۱- مشخصه های آماده سازی جوش
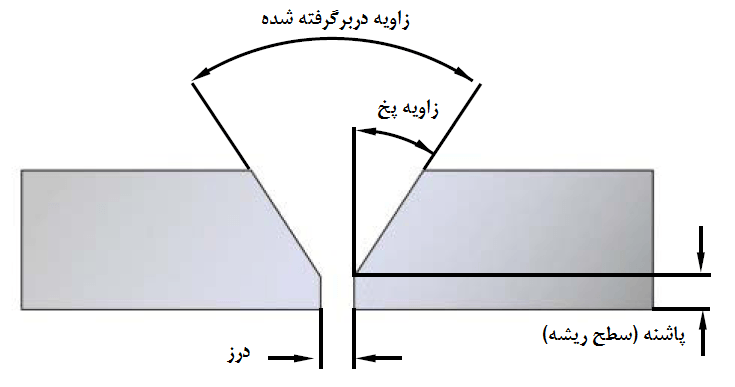
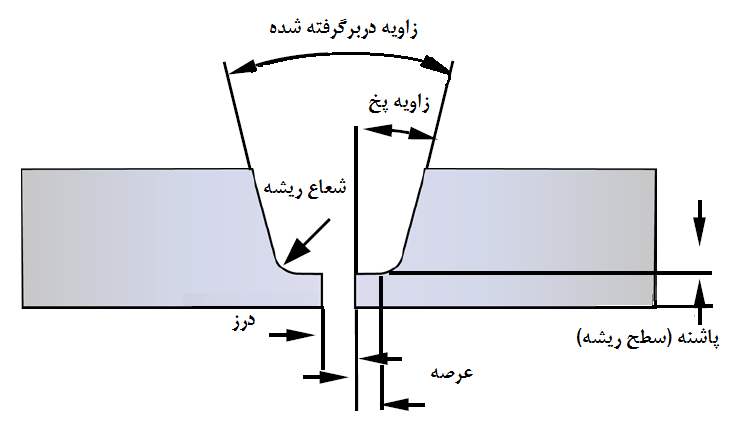
زاویه پخ : زاویه ای که در آن، لبه قطعه برای ایجاد جوش آماده شده است. در مورد آماده سازی از نوع V شکل برای جوش MMA بر روی صفحات کربن استیل، این زاویه °۳۰ است. در مورد آماده سازی از نوع U شکل برای جوش MMA بر روی صفحات کربن استیل، این زاویه بین °۱۲-۸ است. در مورد آماده سازی از نوع پخ یک طرفه برای جوش MMA بر روی صفحات کربن استیل، این زاویه °۵۰ است. در مورد آماده سازی از نوع J شکل یک طرفه برای جوش MMA بر روی صفحات کربن استیل، این زاویه بین °۲۰-۱۰ است.
زاویه شیار: زاویه بین سطوح ذوب قطعات که باید جوش داده شوند.
در مورد آماده سازی V یک طرفه، U یک طرفه، V دوطرفه و U دوطرفه، این زاویه دوبرابر زاویه پخ است. در مورد اتصال پخ یک طرفه، J یک طرفه، پخ دوطرفه و J دوطرفه، زاویه دربرگیرنده برابر با زاویه پخ است.
سطح ریشه : بخشی از سطح ذوب در ریشه که پخ یا شیار نخورده است. مقدار این سطح بر مبنای فرآیند جوشکاری مورد نظر، فلزپایه و نوع کاربرد، متفاوت است. برای جوش با نفوذ کامل بر روی صفحات کربن استیل، مقدار این مشخصه بین mm2-1 است.
شکاف درز جوش: در هر سطح مقطع،کمترین فاصله بین لبه ها، گوشه ها یا سطوحی که باید متصل شوند. مقدار آن بر مبنای فرآیند جوشکاری مورد نظر و نوع کاربرد، متفاوت است. برای جوش با نفوذ کامل بر روی صفحات کربن استیل، مقدار آن بین mm4-1 است.
شعاع ریشه: شعاع بخش منحنی سطح ذوب در یک قطعه، که برای جوش Jیک طرفه، Uیکطرفه، Jدو طرفه یا Uدوطرفه آماده شده است. در جوشکاری MMA، MIG/MAG و جوشکاری گاز Oxyfuel بر روی صفحات کربن استیل، شعاع ریشه برای آماده سازیUیک طرفه و دوطرفه مقدارmm6 و برای آماده سازی J یک طرفه و دوطرفه مقدار mm8 دارد.
شانه : بخش صاف سطح ذوب، بین ریشه و قسمت منحنی شکل از آماده سازی نوع U و J می باشد. این بخش صاف می تواند صفر باشد و معمولاً در آماده سازی برای جوشکاری MIG در آلیاژ آلومینیوم ایجاد می شود.
انواع آماده سازی
انواع آماده سازی عبارتند از آماده سازی لب به لب گونیایی، آماده سازی V یکطرفه و دوطرفه، U یکطرفه و دو طرفه، V یکطرفه با تسمه پشتی، پخ یکطرفه و دو طرفه و آ ماده سازی J یکطرفه و دو طرفه، که در زیر توضیحات مربوط به هر یک ارائه شده است.

انواع آماده سازی جوش
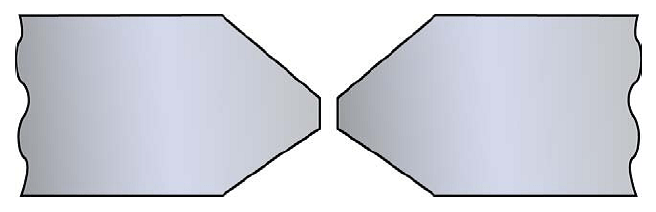
۲-آماده سازی لب به لب لبه گونیایی
این آماده سازی برای جوشکاری قطعات نازک، از یک سمت یا ازهردو سمت بکار می رود. اگر شکاف درز ریشه صفر باشد (یعنی اگر قطعات در تماس باشند)، این آماده سازی، آماده سازی لب به لب لبه گونیایی می شود (که به علت مشکلات ناشی از کاهش نفوذ پیشنهاد نمی شود).
آماده سازی لب به لب لبه گونیایی
۳-آماده سازی V یکطرفه
آماده سازیV یکی از رایج ترین آماده سازیهای مورد استفاده در جوشکاری است، که می تواند با استفاده از برش پلاسما یا شعله تولید شود. این روش آماده سازی به طور سریع اجرا شده و هزینه های آن ارزان می باشد. برای صفحات ضخیم تر،آماده سازیVدوطرفه ترجیح داده می شود، زیرا برای کامل کردن اتصال نیاز به ماده پرکننده کمتری دارد و تنشهای پسماند می تواند در هر دو سمت اتصال به تعادل برسد، در نتیجه اعوجاج زاویه ای کمتری رخ می دهد.
V دو طرفه به دو صورت انجام می شود: دو سر متقارن و دو سر نامتقارن. در آماده سازی V دو سر متقارن، عمق آماده سازی در هر دو سمت برابر است و در آماده سازی V دوسر نامتقارن، عمق آماده سازی در یک سمت نسبت به سمت مقابل عمیق تر می باشد. معمولاً در این حالت عمق آماده سازی به اندازه ۳/۱ از ضخامت صفحه در یک سمت و ۳/۲ باقیمانده در سمت دیگر توزیع می شود. این آماده سازی نامتقارن برای عملیات جوشکاری تمامی پاس ها ، برداشتن پاس ریشه از سمت دیگر و جوشکاری مجدد، که اعوجاج زاویه ای کمتری دارد، مجاز می باشد. در آماده سازیVیکطرفه، جوشکاری از یک سمت مجاز می باشد، در حالیکه آماده سازیVدوطرفه نیازمند دسترسی به هر دو سمت است. (این ضرورت برای سایر آماده سازی های دو طرفه نیز صدق می کند).
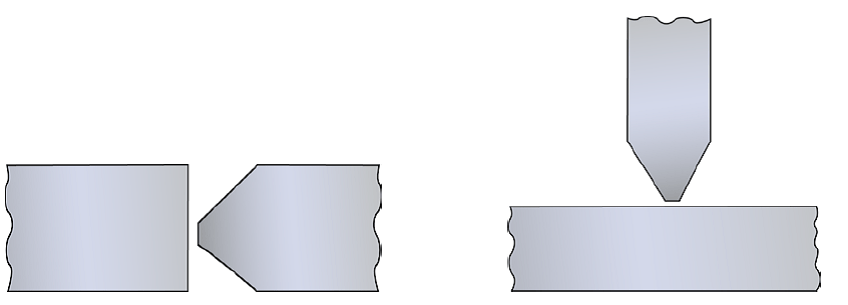
۴- آماده سازی U یک طرفه
آماده سازی U تنها توسط ماشین می تواند تولید شود و روشی پرهزینه و زمان بر است. هرچند در این روش تلرانس دقیق تری بدست می آید و fit-up بهتری نسبت به آماده سازیV شکل ایجاد می گردد. معمولاً آماده سازی U یکطرفه برای صفحات ضخیم تری در مقایسه با آماده سازیVیک طرفه بکار می رود. این روش نیاز به ماده پرکننده کمتری برای تکمیل اتصال دارد، در نتیجه تنش های پسماند و اعوجاج کمتری ایجاد می شود. آماده سازیUدو طرفه مشابه آماده سازیV، برای قسمت های خیلی ضخیم می تواند استفاده شود.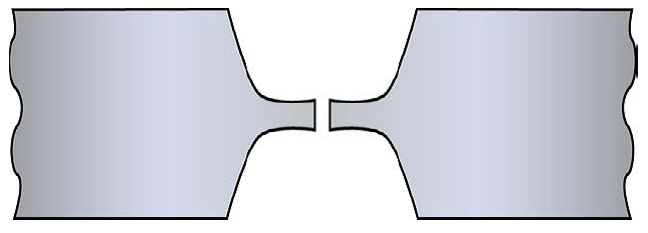
۵- آماده سازی U دوطرفه
معمولا این روش آماده سازی بجز در آلیاژهای آلومینیوم نیازی به شانه (Land) ندارد.
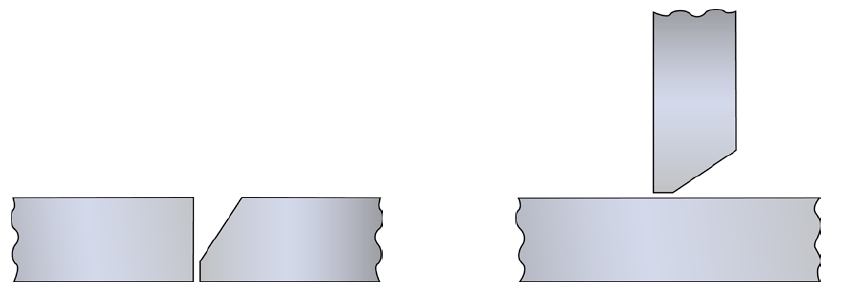
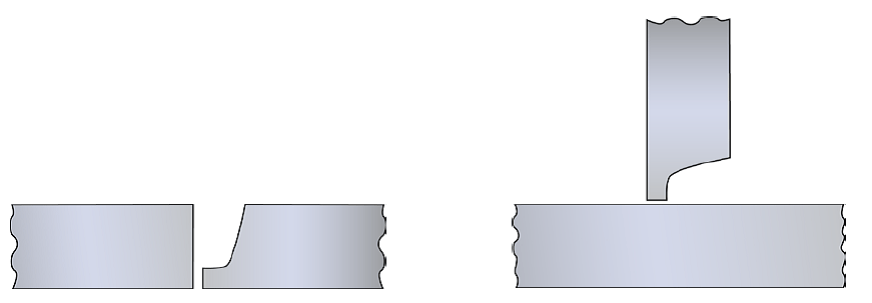
۶- آماده سازی U یک طرفه با تسمه پشتی
در آماده سازی V یکطرفه، از یک قطعه باریک برای تقویت اتصال دو قطعه استفاده می شود. تسمه پشتی از ماده مشابه فلزپایه ساخته می شود. کمترین ضخامت این تسمه پشتی mm6 است. این تسمه تولید جوش های با نفوذ کامل را به همراه جریان افزایش یافته، مجاز می سازد و از اینرو نرخ رسوب و سرعت عملیات جوش، بدون خطر سوختن در حین اجرا، افزایش می یابد. معمولا تسمه پشتی به کمک جوش نبشی تک خال در پشت قطعه سوار می شود. مشکلات اصلی مرتبط با این نوع از جوش، مقاومت خستگی ضعیف و احتمال وجود خوردگی بین فلز پایه و تسمه پشتی می باشد. همچنین انجام تست NDT نیز به علت وجود شکاف داخلی در ریشه اتصال دشوار است. توجه شود که در این مورد هیچ سطح ریشه ای وجود ندارد.
آماده سازی U یک طرفه با تسمه پشتی
آماده سازی U یک طرفه با تسمه پشتی
آماده سازی U یک طرفه با تسمه پشتی
آماده سازی U یک طرفه با تسمه پشتی
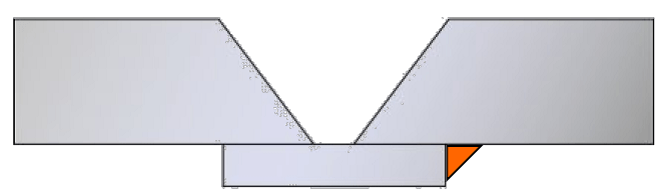
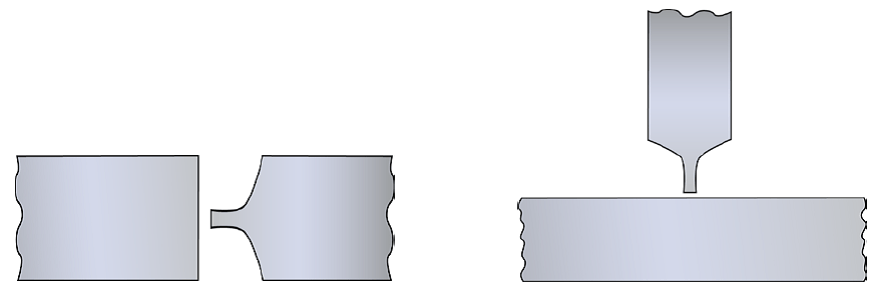
همانطور که شکل نشان می دهد، آماده سازی های پخ یک طرفه/دو طرفه و Jیک طرفه/دو طرفه بر روی اتصالات T شکل نیز بکار رود. آماده سازی های دوطرفه برای قطعات ضخیم پیشنهاد شده است. مزیت اصلی روش های فوق امکان آماده سازی یک قطعه می باشد لذا این روش ها ارزان بوده و است و همچنین می توانند برای انحرافات کوچک بکار رود.
برای جزییات بیشتر در خصوص آماده سازی های جوش، به استاندارد BS EN ISO 9692] رجوع شود.









نظرات