
عملیات اجرایی و نحوه بازرسی مراحل ساخت مخازن مطابق با API 650 باید مطابق با الزامات بیان شده و نقشه های ساخت باشد . اگر هرگونه تعارضی بین مشخصات و نقشه ها موجود باشد وظیفه بازرس است که این امر را به کارفرما گزارش داده تا با مشورت با واحد طراحی این مشکلات حل شود.
کلیه متریال و تجهیزات ارسال شده به سایت باید به دقت از لحاظ کمیت، اندازه و مشخصات با نقشه ها و اسناد ارسالی چک شده و مطابق با دستورالعمل ناظر کارفرما انبار شوند . حمل ونقل متریال و تجهیزات باید به دقت انجام شده تا آسیبی به آنها نرسد .
کلیه متریال , تجهیزات و جیگها که جهت ساخت استفاده می شوند باید قبل از استفاده به دقت چک شوند .
بازرسی ابعادی فونداسیون
ابتدایی ترین کار در بازرسی ساخت ، بازرسی ابعادی فونداسیون می باشد. شکل , ارتفاع , شیب و ترازبودن فونداسیون باید به دقت بررسی شود تا مدور بودن تانک حفظ شده و فونداسیون آن عاری از تابیدگی و چین خوردگی باشد . همچنین در فوندانسیون هایی که دارای رینگ بتونی می باشند بایستی سختی بتون نیز انداره گیری شود. به همین دلیل فونداسیون باید نه تنها در شروع ساخت بلکه در مراحل مختلف ساخت نیز چک شود . کلیه تولورانسهای مورد نیاز در این خصوص در بخش ۵.۵.۵ استاندارد API 650 ذکر شده است.
مرکز فونداسیون
نقطه مرکزی فوندانسیون بایستی با استفاده از نقاط مرجع موجود در سایط توسط نقشه بردار چک شود تا هیچ گونه انحرافی نسبت به مختصات ارائه شده در نقشه نداشته باشد.
شعاع پد تانک
شعاع پد تانک را باید توسط متر در چند نقطه چک کرد .مطلب بسیار مهم که در تمام اندازه گیری ها بر روی مخازن باید در نظر گرفت این است که با توجه به این که در مناطق با دمای عمومی بالا مانند عسلویه و بندرعباس تمامی اندازه گیری ها باید در زمان مشخصی از روز انجام شود تا میزان خطا به حداقل خود برسد. همچنین در این مناطق استفاده از دوربین نقشه برداری به جای متر توصیه می گردد.
شیب فونداسیون تانک
فونداسیون تانک باید مطابق با نقشه های ساخت شیب داده شود . در خصوص فوندانسیونها با زیر سازی به صورت سنگ دانه(کراش راک) بهتر است که پیش از ریزش سنگ دانه ها بر روی فوندانسیون شیب لایه زیر را بررسی کرد و پس از ریختن کراش راک و قبل از چیدمان ورقهای کف ، این شیب دوباره کنترل گردد.
شیب فونداسیون تانک
شیب فونداسیون تانک
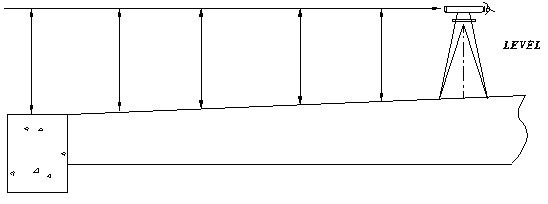
تراز کردن فونداسیون
مطابق با استاندارد اختلاف سطح میان دو نقطه مجاور روی محیط که به فاصله ۹ متر از هم قرار گرفته اند نباید از۳ ± میلی متر بیشتر باشد . از طرفی اختلاف سطح میان هر دو نقطه مفروض روی محیط نیز نباید از ۶ ± میلی متر بیشتر باشد .
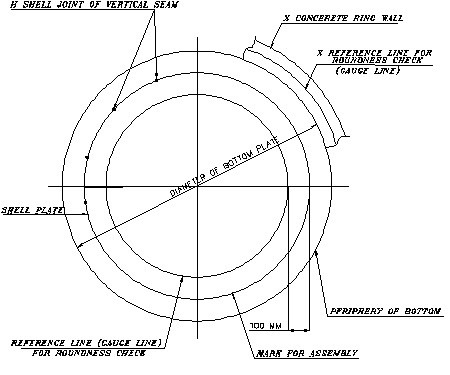
علامتگذاری مرکز و جهات
مرکز تانک ونقاط ˚۰ , ˚۹۰ , ˚۱۸۰ و ˚۲۷۰ در بازرسی و ساخت مخازن بسیار مهم بوده و باید از ابتدا طوری مشخص شوند که تا پایان مراحل ساخت این نقاط قابل شناسایی و ردیابی باشند.
چیدمان ورقهای انولار و کف
۱) در زمان چیدن ورقهای کف و انولار باید دقت شود تا آسیبی به فونداسیون تانک نرسد . سیمهای پیانو را در امتداد زوایای ◦۱۸۰-◦۰ و ◦۲۷۰-◦۹۰ می کشیم . این سیمها به عنوان مبنا برای چیدن ورقهای کف و تعیین موقعیت ورقهای انولار روی فونداسیون بکار می روند . ورق ریزی باید از مرکز تانک به سوی محیط انجام شود .
۲) به دلیل کشیدگی جوشها ، می توان روی هم افتادگی ورقهای کف را بیشتر از ابعاد موجود در نقشه در نظر گرفت .
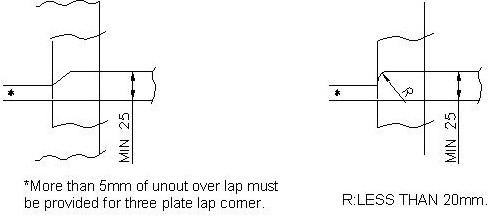
۳) قطر بیرونی ورقهای انولار می تواند ۲۰ تا ۳۰ میلی متر بیش از ابعاد موجود در نقشه باشد . این مورد در خصوص مخازن با قطر بزگ توصیه می گردد . زیرا مطابق با استاندارد معمولا بایستی حداقل ۵۰ میلیمتر ورق انولار از نشیمنگاه شل کورس اول بیرون تر باشد.
۴) بعد از چیدن ورقهای کف باید محل اتصال آنها به فواصل ۵۰۰ mm و به طول حداقل ۲۵ mm خال جوش زده شود
۵) ورقهای انولار مطابق با نقشه های کارگاهی و نقاطی که روی فونداسیون معین شده ، چیده می شوند . در خصوص چیدمان ورقهای انولار بایستی دقت داشت که نقطه ابتدایی نسبت به صفر فوندانسیون رعایت گردد. دلیل این امر لزوم رعایت فاصله بین درز جوش ورقهای انولار با درز جوش ورقهای شل می باشد.
۶) قبل از چیدمان ورقهای انولار ، باید ورقهای پشت بند (back strip) را مطابق نقشه به آنها جوش داد . در خصوص خال جوش مربوط به ورقهای پشت بند تجربه شخصی من این است که بهتر است این خال جوش در قسمت داخلی جوش نباشد،بلکه در قسمت پشت ورق پشت بند زده شود. همچنین با استفاده از یک کاغذ معمولی درز انولار چک شود تا فاصله ای بین این دو نباشد. این مورد به این دلیل مهم است که پس از جوشکاری در صورت وجود فاصله مقداری گل جوش در این ناحیه باقی می ماند که باعث می شود که مفسر فیلم رادیوگرافی در بعضی موارد آن را به اشتباه ، ایراد مربوط به جوشکاری در نظر بگیرد.
حرف دل : از دوستانی که در هر قسمتی از صنعت مشغول به تفسیر فیلم رادیوگرافی هستند خواهش می کنم زمانی که منبع و دلیل یک نشانه را در فیلمهای رادیوگرافی نمی داند ، قبل از اعلام تعمیر بیشتر تامل کنند و با اشخاصی که می شناسند مشورت کنند. در مورد تفسیر فیلمهای رادیوگرافی در سایت ستاره خلیج بندرعباس ، بسیاری از درزهای آنولار بدون دلیل و به اشتباه شکافته شد که این مورد باعث پایین آمدن استحکام ورقهای آنولار خواهد گردید.
جوشکاری صحیح ورقهای انولار و کف
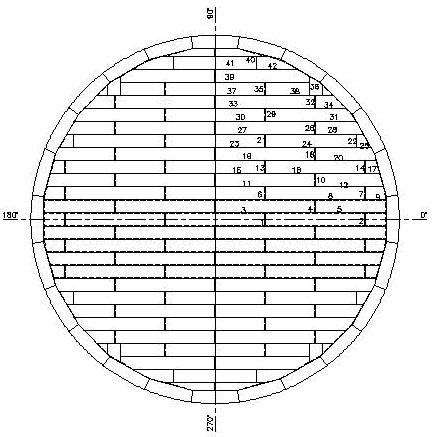
۱)اصولا ، جوشکاری از مرکز تانک شروع شده و به سوی محیط تانک ادامه می یابد .
۲)محل هائی که به دلیل تنش های حرارتی ناشی از جوشکاری دچار پیچش و تغییر شکل شده اند را می توان با استفاده از روش برگشت (back step) اصلاح کرد .
۳)پاس اول جوشکاری باید به صورت منقطع و در اندازه های حدودا ۳۰۰ mm انجام شود . در پاسهای دوم به بعد ، جوشکاری به صورت پیوسته انجام می شود .
۴)۳۰۰ میلیمتر ابتدائی محل اتصال ورقهای انولار به یکدیگر (محل قرارگیری ورقهای شل روی ورقهای انولار) باید کاملا جوشکاری شده و پیش از جوشکاری ورقهای شل به انولار مورد بازرسی به وسیله پرتونگاری قرار گیرد .در این مرحله میزان گردی(Roundness) مطابق بند ۵.۵.۳ استاندارد (جدول زیر) مورد بررسی قرار گیرد.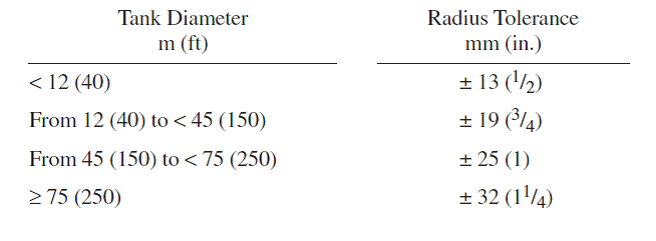
۵) بعد از تکمیل جوشکاری ورقهای شل ، باید ورقهای انولار را به طور کامل به ورقهای کف جوش داد .
۶) الگوی برشکاری و مونتاژ ورقهای سه ورق بر روی هم در شکلهای زیر نشان داده شده است.
۷) چیدمان و جوشکاری ورقهای کف هیچ گونه محدودیتی نداشته و ارتباطی به چیدمان ورقهای انولار ندارد ، بنحویکه جوشکاری ورقهای کف را می توان قبل از چیدن ورقهای انولار تکمیل کرد .
۸) در تانکهای دارای سقف شناور ، بعد از تکمیل جوشکاری کف و بعد از مونتاژ حداقل یک کورس از ورقهای شل ، می توان ساخت سقف را شروع کرد . قبل از تکمیل سقف ، ورقهای انولار باید به ورقهای کف جوش شده و آزمایش شوند .
۹) ورقهای اسکچ مطابق با ابعاد واقعی در کارگاه بریده می شوند .
۱۰) برشکاری ورقهای کف جهت قرارگیری Drain Sump باید مطابق نقشه و توسط گروه عمران انجام شده و سپس نصب و جوشکاری Drain Sump آغاز شود .
۱۱) بعد از جوشکاری ورقهای کف ، می توان Drain Sumpرا نصب کرد .
۱۲) محل اتصال ورقهای انولار (جوشهای لب به لب) باید مطابق با دستورالعمل NDT توسط تست RT مورد بررسی قرار گیرد .
۱۳) جوشکاری اتصالات ورقهای انولار باید به روشی انجام شود که سبب هیچگونه پیچشی در این ورقها نشود , بنابراین ورق انولار باید به طور کامل بر روی ورق پشت بند خوابیده و محل اتصال آنها جوشکاری شود . در ابتدا باید پاسی از جوشکاری روی کلیه ورقهای انولار انجام شود . بعد از سنباده زنی و تمیز کاری , می توان پاسهای بیشتری جوش داد .
۱۴) جوشکاری ورقهای انولار به ورقهای کف بعد از جوشکاری محل اتصال ورقهای انولار و جوشکاری ورقهای انولار به ورق شل شروع می شود .
۱۵) بعد از جوشکاری ورقهای انولار به یکدیگر , و جوشکاری درزهای عمودی ورقهای کورس اول , و بعد از مونتاژ سه کورس از ورقهای شل و جوشکاری دو ردیف از درزهای افقی ورقهای شل , می توان ورقهای انولار را به کورس اول ورقهای شل جوش داد .
۱۶) وقتی گوشه ورقها با شعله بریده می شوند , باید دقت کرد که ورق زیری صدمه نبیند . قبل از جوشکاری نهایی باید کلیه خال جوش ها را با سنگ تمیز کرد .
جوشکاری صحیح ورقهای انولار و کف

ورقهای انولار
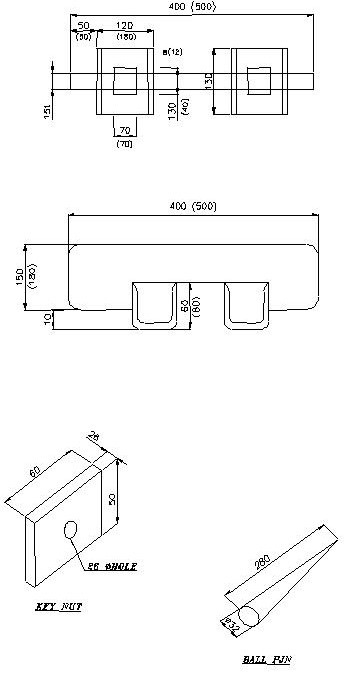
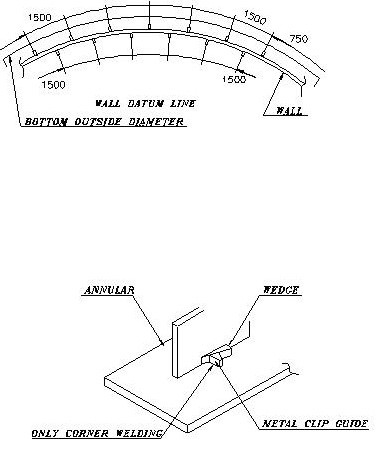
همانطور که در شکلهای زیر نشان داده شده است جیگها باید قبل از شروع جوشکاری ورقهای انولار نصب شوند.
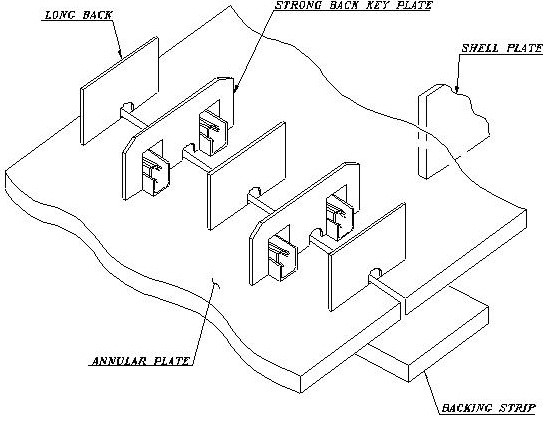
ورقهای کف
همانطور که در شکل زیر نشان داده شده است کلیه جیگ و بست ها باید قبل از جوشکاری ورقهای کف نصب شوند.
ورقهای کف
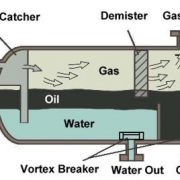
وکیوم تست
جوشها پس از تکمیل باید به کمک جعبه خلاء و با استفاده از کف صابون مطابق بند ۶.۶ استاندارد تحت آزمایش خلاء قرار گیرند . فشار خلاء موجود در جعبه باید حدود ۴۰۰ mmHg باشد .
نصب ورقهای شل
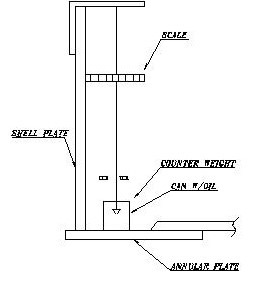
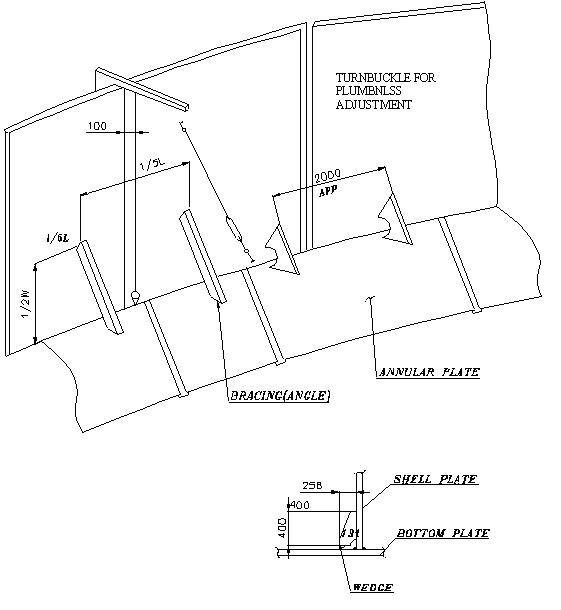
پیش از مونتاژ ورقهای کورس اول ، باید دایره ای مطابق با نقشه موقعیت , روی ورقهای انولار یا دیواره بتنی علامتگذاری شود . بعد از علامتگذاری محل هر کدام از اتصالات ورقهای شل را روی دایره مشخص نمائید . همانطورکه در شکل ۲ نشان داده شده است جهت کنترل مدور بودن کورس های بعدی باید دایره ای مرجع به فاصله ۱۰۰ میلیمتر درون دایره اول علامتگذاری شود. روش چک کردن شاقولی ورق های کورس اول در شکل زیر نشان داده شده است.
مونتاژ ورقهای کورس اول , دوم و سوم
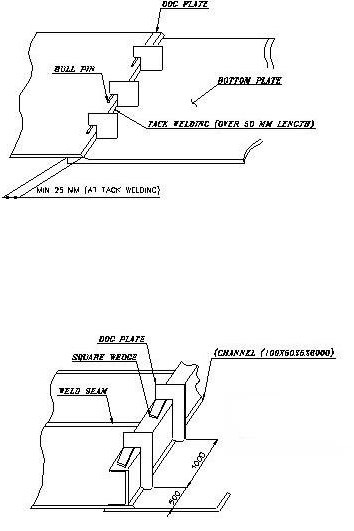
۱) ورقهای کورس اول توسط جرثقیل در موضعشان قرار گرفته و پس از تراز کردن , به زمین متصل می شوند . همزمان با مستقر کردن ورقها , باید آنها را لب به لب هم قرار داده و موقتا توسط ورقهای محکم به هم مونتاژ کرد .
۲) مونتاژ موقت ورقهای کورس اول به ورقهای انولار باید توسط تکه های ورق به همان صورت که در شکل زیر نشان داده شده است انجام شده و هیچ خال جوشی نباید زده شود.
مونتاژ ورقهای کورس اول , دوم و سوم
) بعد از نصب کورس اول , اگر لبه ورقهای شل روی هم بیافتد , باید فاصله کافی بین ورقها (گپ) ایجاد شود .
۴) بعد از نصب و قبل از جوشکاری ، مدور بودن ، تراز بودن و شاقول بودن ورقهای کورس اول باید چک شود .
۵) جوشکاری اتصالات عمودی کورس اول باید پیش از نصب ورقهای کورس دوم تکمیل شود .
۶) نقطه شروع جهت نصب کورسهای دوم به بعد باید ◦۹۰ نسبت به نقطه قبلی جابجا شود .
۷) نصب کورس های بعدی باید بعد از تکمیل جوشکاری کورس قبلی انجام شود .
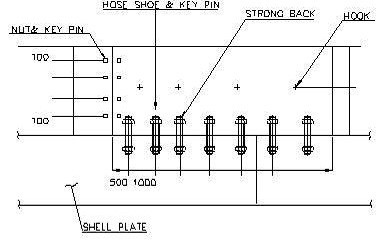
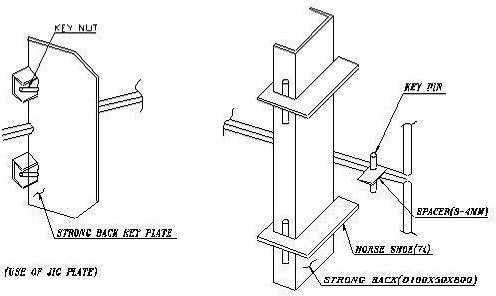
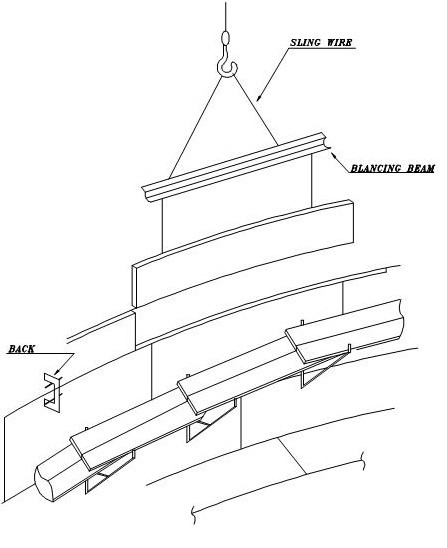
۸) جیگهای لازم جهت نصب ورقهای شل در شکلهای زیر نشان داده شده است .
جوشکاری صحیح ورقهای شل
۱) پاس اول کلیه اتصالات عمودی باید توسط روش برگشت (back step) و به صورت سر بالا انجام شود . جهت جوشکاری پاس های بعدی باید ابتد پاس قبلی توسط فرچه تمیز کاری شود .
۲) بعد از تکمیل پاس دوم اتصالات عمودی ، می توان پاس اول را از سمت مخالف سنگ زد .
۳) در کلیه اتصالات جوشکاری عمودی و افقی باید نفوذ کامل فلز جوش در فلز مادر صورت گیرد .
۴) ترتیب جوشکاری ورقهای شل در شکل ۱۰ نشان داده شده است .
۵) بعد از تکمیل جوشکاری کورس دوم ، جهت سهولت دسترسی به درون تانک ، می توان دریچه بازدید را روی کورس اول برید (لبه های برشکاری شده سنگ زده شود) .
۶) الکترودها باید به مدت ۲ ساعت و در دمای ۲۵۰-۳۰۰◦C نگه داشته شوند . دمای گرم کنهای دستی باید ۸۰-۱۰۰◦C باشد .
i) اتصالات عمودی (Peaking)
نباید از ۱۳mm در اندازه گیری با استفاده از شابلون با طول ۹۰۰ mm تجاوز کند .
ii) اتصالات افقی (Banding)
نباید از ۱۳mm در اندازه گیری با استفاده از شابلون با طول ۹۰۰ mm تجاوز کند .
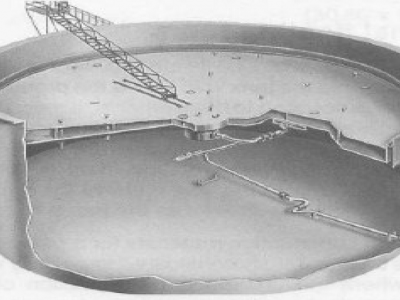
مونتاژ سقف شناوری
نصب پایه های موقت
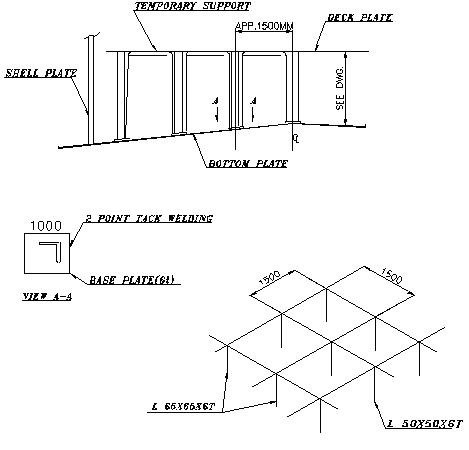
۱) مکان پایه های موقت (Temporary Roof Supports) باید مطابق با نقشه روی عرشه پائینی علامتگذاری شود .
۲) بعد از انجام بازرسی از موقعیت پایه های موقت ، جوشکاری آغازمی شود .
۳) همانطور که در شکل زیر نشان داده شده است تنظیم موقعیت پایه ها با استفاده از ریسمان انجام می شود .
چیدمان ورقهای عرشه پائینی سقف
۱) چیدن ورقها مطابق نقشه انجام می شود . باید توجه شود که حد مجاز روی هم افتادگی ورقها باید کاملا مطابق با اندازه های نشان داده شده در نقشه باشد .
جوشکاری عرشه پائینی سقف
ترتیب جوشکاری ورقها در شکل ۱۸ نشان داده شده است . باید توجه داشت جهت جلوگیری از باد کردگی ورقها تعدادی از تقاطع ها (+) نباید جوشکاری شوند , تنها بعد از اطمینان از اینکه هیچکدام از ورقها باد نکرده اند می توان آنها را جوشکاری کرد .
سوار کردن حلقه ها (Rim Plates) , دیواره ها(bulk heads) و تراسها (truss)
۱) به هنگام علامتگذاری موقعیت حلقه ها و دیواره های شعاعی روی ورقهای عرشه پائینی , باید موقعیت Rolling Ldder , Roof Drains و Gauge Pole نیز مشخص شود .
۲) بعد از جوشکاری حلقه های ابتدائی , تراسها را سوار می کنیم .
۳) نصب حلقه های میانی مطابق با نقشه انجام می شود .
۴) دیواره های شعاعی را به صورت عمودی نصب می کنیم .
۵) بعد از جوشکاری دیواره های شعاعی , آنها را به حلقه ها جوش می دهیم .
۶) کلیه جوشها باید توسط گازوئیل تحت تست نشتی قرار گیرند .
۷) چیدن ورقهای عرشه بالائی سقف همانند عرشه پائینی است .
نصب پایه های دائمی (Pipe Supports)
۱) علامتگذاری موقعیت پایه ها روی میز کار مطابق نقشه انجام می شود .
۲) غلاف پایه ها باید مطابق با نقشه به ورقهای عرشه جوش داده شوند .
۳) تنظیم یا تصحیح ارتفاع پایه ها و مونتاژ کردن آنها .
برداشتن پایه های موقت
وقتی پایه های دائمی به طور کامل نصب شدند ، باید پایه های موقت را برداشت .
نصب متعلقات
متعلقات مربوط به شل مخزن :
Shell Manhole , Water Sump , Nozzle
نصب متعلقات
نصب متعلقات
متعلقات مربوط به سقف شناور :
Deck manhole , Pontoon Manhole , Roof Drain , Emergency Drain
لازم است که مکان قرارگیری متعلقاتی که در بالا ذکر شد مطابق نقشه علامتگذاری شود .
کورسهای چهارم به بالا
ورقهای شل از کورس چهارم به بعد مرحله به مرحله مونتاژ و جوشکاری می شوند .
نصب متعلقات
متعلقات مربوط به سقف شناور :
Deck manhole , Pontoon Manhole , Roof Drain , Emergency Drain
لازم است که مکان قرارگیری متعلقاتی که در بالا ذکر شد مطابق نقشه علامتگذاری شود .
کورسهای چهارم به بالا
ورقهای شل از کورس چهارم به بعد مرحله به مرحله مونتاژ و جوشکاری می شوند .
تاپ انگل
۱- بعد از مونتاژ ورقهای شل ، خال جوش زنی بر روی تاپ انگل انجام شده و ورقهای سخت کننده R مانند با خال جوش به تاپ انگل متصل می شوند .
۲- وقتی که جوشکاری اتصالات عمودی کورسهای چهارم به بالا تکمیل شد ، اتصالات عمودی تاپ انگل نیز باید جوشکاری شوند
بادبند
۱- چون بادبندها از قبل به صورت مدور ساخته می شود لبه های آنها جز در موارد ضروری نباید بریده شود .
۲- جوشکاری بادبندها به شل باید قبل از جوشکاری اتصالات افقی تکمیل شود . جوشکاری جوشهای افقی باید به صورت منقطع و به فواصل ۱ متر انجام شود ولی در پاسهای بعدی می توان به صورت پیوسته جوشکاری کرد .
سیستم زه کشی سقف (Roof Drain System)
بعد از نصب پستهای مربوط به سقف ، سیستم فاضلاب سقف و نگهدارنده ها مطابق با نقشه جوشکاری شده و بعد از تکمیل جوشکاری توسط تست روغن نافذ آزمایش شوند .
سیستم آب بندی (Sealing System)
قبل از نصب سیستم آب بندی , کلیه موانع را باید از بالای پونتونها برداشت . سیستمهای آب بندی و پوشش ها باید مطابق نقشه و دستورالعملهای نصب مونتاژ شوند .
بازرسی و تستها
بازرسی و تست های مربوطه توسط ناظر کارفرما انجام می شود . گزارش بازرسی و آزمایش ها باید جهت بازنگری و تصویب به کارفرما ارائه شوند .
تست پر کردن مخزن با آب
موارد زیر باید قبل از انجام آزمایش چک شوند :
۱) کلیه جوشکاریها باید تکمیل شده باشند .
۲) کلیه تستهای رادیوگرافی باید انجام شده باشند .
۳) لوله کشی موقت جهت انجام تست باید تکمیل شده باشد .
۴) تمیزکاری درون تانک و برداشتن جیگهای موقت انجام شده باشد .
۵) کلیه دریچه های موجود بر روی شل باید توسط شیرها یا درپوشهای مناسب مسدود شوند .
۶) منهولهای سقف باید باز باشند .
۷) همسطح بودن (تراز بودن) فونداسیون باید در نقاطی مشخص اندازه گیری شود .
دبی آب ورودی
جهت جلوگیری از نشست آنی مخزن , میزان افزایش ارتفاع آب در مخزن باید کمتر از ۵ متر در روز باشد . جدول میزان مجاز نشست مخزن در زیر ذکر شده است.
میزان مجاز نشست مخزن
انجام بازرسی هنگام پر شدن مخزن
۱) در صورت نشست فونداسیون پیمانکار باید موضوع را فورا به ناظر گزارش دهد .
۲) کنترل اینکه آیا آب از محل جوشکاریها نشت می کند یا نه .
تمیزکاری
به محض تکمیل ساخت , درون تانک باید کاملا تمیز شود .
نوار پیچی
نوارپیچی باید مطابق با استاندارد API 2550 و ASTM D-1220 انجام شود .
رنگ کاری
۱) آماده سازی سطح و رنگ کاری باید مطابق مشخصات مصوب NIOC انجام شود .
۲) پیش از استفاده از آستر (جهت ممانعت از زنگ زدن تانک) , تانک باید کاملا تمیز بوده و عاری از آب و مواد باقیمانده خارجی و ته الکترودها باشد .













نظرات