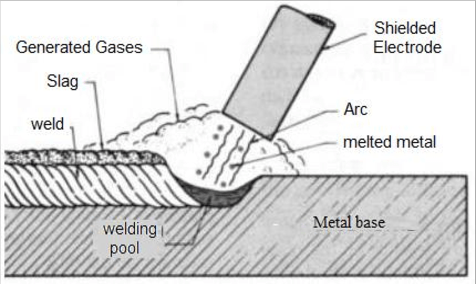
این روش مرسوم ترین روش جوشکاری بوده و الکترود آن از نوع مصـرفی (ذوب شونده) و پوششدار میباشد. در این روش منبع قدرت میتواند جریان مستقیم یا متناوب باشد. ولتاژ برای الکترودهای معمولی حدود۳۰-۲۰ ولت است. محافظت حوضچه جوش در مقابل اکسیژن و دیگر ناخالصیهای موجود در محیط اطراف آن (اتمسفر)، توسط گـازهای تولید شده براثر سوختن پوشش الکترود انجـام میشود. ذوب الکترود و پوشش آن ایجاد سرباره مینماید که باعث محافظت جوش از تماس با اتمسفر میشود.
فرآیند SMAW شامل قوسـی بین الکترود پوششدار و فلـز پایه است. این قوس به وسیله تماس لحظهای الکترود با فلز پایه ایجاد میشود. گرمای قوس، سطح فلز پایه را ذوب کرده تا حوضچه مذاب تشکیل شود. الکترود ذوب شده، در امتداد قوس به حوضچه مذاب منتقل میشود. فلز ته نشین شده بوسیله یک سرباره پوشیده میشود که این سرباره از ذوب پوشش الکترود بوجود می آید. قوس و حوضچه از طریق گاز محافظ تولید شده از تجزیه پوشش الکترود، محافظت میشوند.
الف) کاربرد جوش قوسی الکتریکی دستی
فرآیند SMAW معمولترین فرآیند جوشکاری قوسی است که حدود ۵۰% جوشکاریها با این فرآیند انجام میشوند. این فـرآیند به علت انعطاف زیاد و قابلیت استفـاده در همه موقعیت ها و ضخامتهای مختلف، قابل توجه است. ۹۹% مصارف این فرآیند به صورت دستی است و در سطح محدودی از یک روش اتوماتیک به نام جوشکاری ثقلی استفاده میشود. با تغییر نوع الکترود و جریان و بسته به مهارت جوشکار این فرآیند در تمام موقیعتها قابل استفاده است. این فرآیند عمدتاً برای جوشکاری انواع فولادها به کار رفته و در برخی مورد نیز برای جوشکاری نیکل و آلیاژهای آن استفاده میشود. برخی از آلیـاژهای مس نیز با این روش جوشـکاری میشوند ولـی آلومینیوم بهندرت با این روش جوش داده میشود. فرآیند SMAW روش موثری برای جوشکاری غیرآهنی نیست.
از جوش قوس الکتریکی معمولا در کاربردهای زیر استفاده میشود:
– در کشتی سازی، مخازن ذخیره وتحت فشار، پل سازی، سازه فلزی و…
– در جوشکاری اکثر فلزات با ضخامت بالای ۵/۱میلیمتر در کلیه وضعیت های جوشکاری
– الکترودهای مناسب برای جوشکاری های خاص در دسترس می باشد.
ب) مزایا جوش قوسی الکتریکی دستی
مزایای این فرآیند جوشکاری عبارتند از:
– سادگی و ارزانی تجهیزات
– قابلیت حمل و نقل تجهیزا
– قابلیت استفاده در همه موقعیتها
– قابلیت استفاده در کارهای میدانی (نظیر سازههای ساختمانی)
– قابل تغییر بودن پوشش و هسته الکترود برای نیازهای مورد نظر
پ) محدودیت ها جوش قوسی الکتریکی دستی
از محدودیتهای این روش می توان به موارد زیر اشاره کرد.
– نداشتن قابلیت استفاده در روشهای اتوماتیک، نیمه اتوماتیک و ماشینی
– نیاز به رفع سرباره بعد از انجام جوشکاری
– کوتاه بودن طول الکترود که موجب توقف کار میشود.
ت) الکترودهای جوش قوس الکتریکی دستی
الکـترودهای مصرفی در جوشـکاریSMAW دارای قطـر ۸-۴/۲ و طـول ۴۰۰-۲۵۰ میلیمتر میباشند. این الکترودها معمولاً دارای پوشش هستند که در فصل سوم درخصوص انواع پوشش الکترودها توضیحات کامل آورده شده است.













نظرات